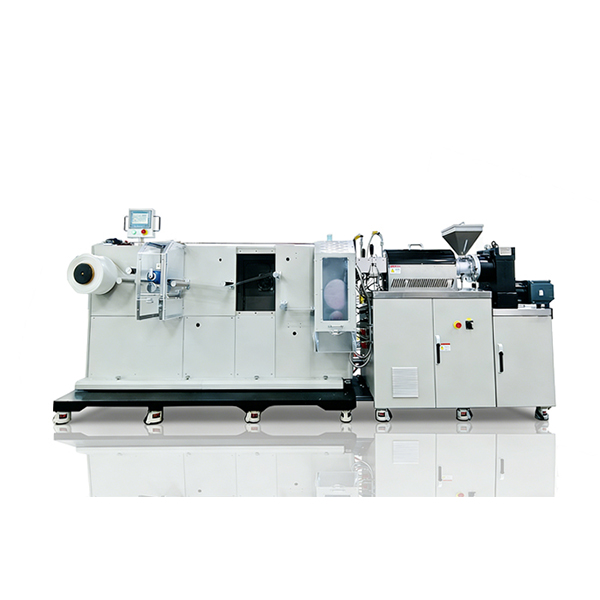



FDSL-25/22小型精密单螺杆挤出流延机,由精密单螺杆挤出主机与专业流延成型辅机配套组成,一体化实现高分子材料挤出、流延定型、牵引、裁边、恒张力收卷完整工艺。



产品简介
FDSL-25/22小型精密单螺杆挤出流延机,由精密单螺杆挤出主机与专用流延成型辅机组合而成,设备集成熔体挤出、过滤、流延定型、精准牵引、恒张力收卷全流程工艺。整机采用高精度温控与伺服闭环控制系统,搭配镜面流延模头与精密冷却辊组,成膜均匀、成型稳定性高。设备兼顾实验研发与小批量生产需求,可高效完成高分子材料配方调试、工艺优化、性能测试及小样制备,是薄膜材料研发领域的高精度实验专用设备。
●搭载 25mm 合金螺杆,长径比 28:1,搭配伺服无级调速机构,出料脉动低,物料塑化状态均匀;设备支持多段独立控温,温控范围室温 - 350℃,控温精度 ±1℃,可适配多数高分子材料的加工工艺。
●配置快速换网结构,换网操作便捷、漏料量少,可有效滤除熔体杂质;采用衣架式镀硬铬镜面流延模头,出料顺畅均匀,可加工幅宽 200mm 以内的薄膜试样。
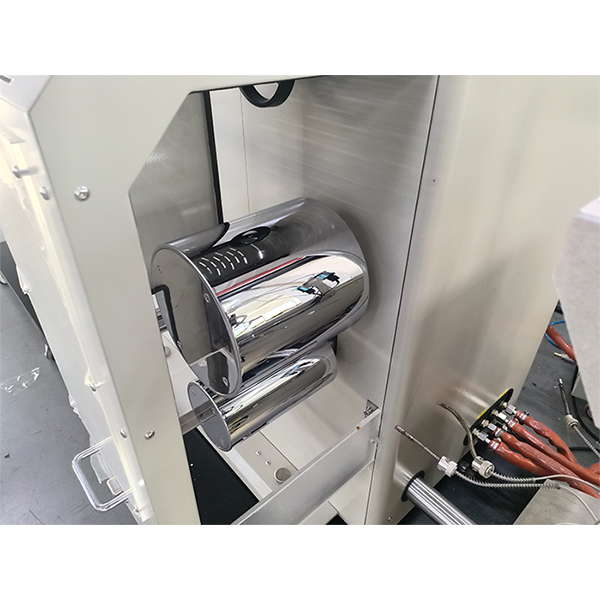
●配备 220mm 宽精密流延辊,辊体温度分布均匀,可快速完成熔体定型;各辊组采用独立伺服驱动,同步性能良好,有助于减少薄膜拉伸不均、褶皱、跑偏等常见问题。
●采用恒张力收卷结构,可结合软膜、弹性膜、超薄膜等不同物料特性调节张力,让膜卷收置更为平整规整。
●采用 PLC 搭配 7 寸触摸屏控制系统,温度、压力、转速、线速度等参数实时展示,支持数据记录与导出,方便实验数据留存与工艺参考;设备配有安全防护装置,日常使用稳妥便捷。
●可根据实验要求选配在线瑕疵检测、风刀 / 静电吸附、数据采集分析等组件,满足实验多要求
行业:高分子新材料研发、塑料加工、包装、光学薄膜、医疗器械、电子电器、科研院校、检测机构等领域。
应用范围:
●薄膜片材的小样试制与小批量生产
●高分子材料配方研发、工艺参数优化
●新材料流延性能测试
|
型号 |
FDSL-25/22 |
||
|
适用材料 |
PE、PP、PS、PET、PC、EVA、TPU、PVDF 及复合材料 |
||
|
螺杆直径 |
25mm |
||
|
螺杆长径比 |
28 |
||
|
螺杆转速 |
0-120rpm |
||
|
流延模头 |
200mm |
||
|
流延辊宽度 |
220mm |
||
|
线速度范围 |
0-10m/min(可调) |
||
|
可制备薄膜厚度 |
0.02-0.1mm |
||
|
加热 / 冷却方式 |
电加热 / 风机冷却 |
||
|
压力测量范围 |
0-50MPa |
||
|
压力测量精度 |
0.5%FS |
||
|
温控范围 |
室温-350℃ |
||
|
温度控制精度 |
±1℃ |
||
|
工作电压 |
3φ380VAC±10%,1φ220VAC±10%,50Hz |



